
Друзья, которые делаютинвестиционный кастингЗнайте, что этот бизнес - «Детали определяют успех или неудачу». Клиенты могут хотеть лезвия самолетов, медицинское оборудование или точные детали приборов, а разница в 0,01 мм может сделать товар. Сегодня давайте поговорим о том, как достичь точности отливок.
1. Создание восковой модели - «Первый проход» точности
Восковая модель похожа на «ген» кастинга. Если этот шаг изогнут, все остальные будут напрасными. Теперь мейнстрим использует модели воска 3D-печати, а точность смолы с светом может достигать ± 0,05 мм, что намного лучше, чем традиционное резервное управление. Но обратите внимание на контроль температуры. Если температура семинара отличается на 5 ℃, скорость усадки восковой модели может быть неустойчивой. Рекомендуется использовать постоянное оборудование для температуры и влажности, не сэкономьте эти маленькие деньги.
2. Процесс изготовления оболочки - не позволяйте керамической раковине «яма»
Сколько слоев краски из кремнезема применяется и насколько толстый каждый слой напрямую влияет на конечный размер. Одна фабрика была ленивой и почистила на один слой меньше, что приводило к песчаным отверстиям по всей поверхности литья. Теперь популярно использовать «изготовление градиентной оболочки» - тонкий порошок для внутреннего слоя и грубого порошка для внешнего слоя, что может не только обеспечить плавность, но и уменьшить деформацию напряжения. Не забудьте высохнуть раковину в течение долгого времени, в противном случае она «взрывается» непосредственно во время DeWaxing.
3. плавление и наливание - «характер» расплавленного металла должен быть понят
Скорость усадки нержавеющей стали и высокотемпературного сплава может отличаться на 1%! Размер плесени должен быть отрегулирован в соответствии с свойствами материала. Температура заливки еще более критична. Определенная фабрика авиационных частей непосредственно отказалась от литья, потому что температура была на 20 ℃ выше, а размер зерна был грубым. Теперь мы используем программное обеспечение для анализа потока форм для моделирования заранее, что гораздо более надежнее, чем пробная и ошибка.
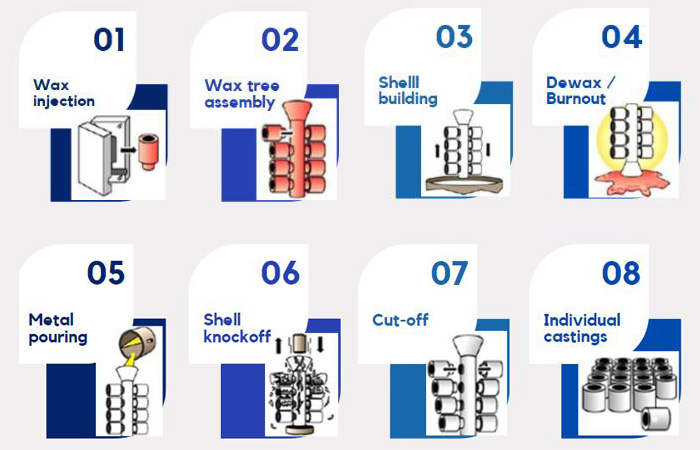
4. Пост -обработка - шлифование не основано на грубой силе
Это более стабильно использовать роботов, чтобы размолоть заусеницыИнвестиционные отливкичем ручная работа, но программирование в порядке. Я видел, как люди используют большие шлифовальные колеса, чтобы сэкономить неприятности, но они пролистывают тонкостенные детали. «Магнитное шлифование» сейчас популярно. Небольшие части округлены сами по себе в магнитном поле, а точность можно контролировать до ± 0,02 мм.
5. Методы проверки - не ждите отправки, чтобы «открыть слепой ящик»
Трех координатная измерительная машина является стандартной, но не забывайте об обнаружении рентгеновских недостатков. Была фабрика, которая сделала турбинные лезвия. Все инспекция поверхности была квалифицированной, но рентген обнаружил внутренние поры и почти потерял заказ клиента. Теперь даже используется визуальный осмотр ИИ, который быстрее человеческий глаз и не совершает ошибок.
Заключение:
В последнем анализе точность отливок достигается целым набором «комбинированных ударов». От восковых форм до проверки, каждая ссылка должна быть воспринята всерьез. Теперь рыночная конкуренция настолько жесткая, кто может получить дополнительное 0,01 мм по точности, может принимать высококлассные заказы. В следующий раз, когда клиент спросит «как обеспечить точность», просто бросьте ему эту статью - профессиональные вопросы должны решаться профессиональными методами.
Как профессиональный производитель и поставщик, мы предоставляем высококачественные продукты. Если вы заинтересованы в наших продуктах или у вас есть какие -либо вопросы, пожалуйста, не стесняйтесьсвязаться с нами.
Большинство наших предложений доставляются в течение 24/36 часов. и обычно за гораздо меньшее время, в зависимости от деталей проекта.
Наша команда свяжется с вами напрямую по поводу вашего предложения по обработке с ЧПУ, чтобы убедиться, что вы получили и поняли все аспекты вашего предложения, и ответить на любые ваши вопросы о ваших вариантах.